

Bookbinding from a printer’s perspective
Suresh Nair, the chief technical officer at Welbound Technical Services made a presentation on bookbinding in which he explained the factors that lead to a well-bound book at the Print and Beyond seminar held at Kochi
14 Mar 2018 | By PrintWeek India
Bookbinding from a printer’s perspective

Suresh Nair, technical head of Welbound
There are two aspects of a good bookbinding process — planning and workflow. The planning stage includes grain direction; imposition and layouts; selection of materials, such as substrates and adhesives. The workflow stage includes checking climatic conditions and checking the key links, such as folding, gathering, binding and trimming and material handling.
Grain direction
Nair says printers often use wrong grain direction while producing books. If you ask a printer about it, he can come up with various excuses — he is not responsible for the type of paper used; he used the stock available; or, he used long grain for achieving good colour registration. In most cases, however, Nair says, a printer might just say, ‘What do you mean by wrong grain?’
Grain direction is paper fibres that get oriented in machine direction during manufacturing. Paper can be flexed, folded and creased easily along the grain direction. Nair says grain direction is important because when paper absorbs moisture it expands more across the grain direction.
There are two kinds of grain direction — LG, where the grain is oriented in the longer side of the sheet and SG, where the grain is oriented in the shorter side of the sheet. Depending on the way the sheets are cut, they can be SG or LG. In a book, the grain direction of both the cover and inside pages should be parallel to the book spine.
Wrong grain direction may result in mouse trapping, which makes a book difficult to read. Wrong grain direction may also result in poor page pull characteristics and cracking of the spine. Overall, the book will not be durable.
Cover layouts
The inside cover should not have any lamination, lacquer, coatings or print in the spine and side glue areas.
Imposition

It is important to put all the marks in place as they assist further operations. These include side lay and gripper marks (to know the lay side when folding); fold register (to check the fold register while folding) and trim register marks, and collating marks that help in visual inspection of the gathered signatures.
Selection of materials
The cover material should be checked for stiffness, splitting strength and suitability for creasing. Nair suggests that a printer should perform adhesive compatibility test for cover. Also, he should consult the supplier for selecting the grade of adhesive, according to the type of job. A printer must also check the cover material for splitting strength. Splitting of the cover is a common problem with poor quality duplex boards. The thickness of covers should be in accordance with the thickness of the book.
Adhesive compatibility test
The adhesive film when pulled off should take paper fibres along with it.
Text pages
Nair says it’s better to do away with coated paper above 130gsm. In exceptional cases, the job can be managed if the grain direction is right.
Workflow acclimatisation

A printer should either have both printing and binding in similar climatic conditions or allow sufficient time for the signatures to acclimatise to the bindery conditions. Too much moisture content produces honeycombs due to evaporation at the time of adhesive application. To combat this, Nair suggests use of fast-setting adhesives.
Folding
Nair suggests selecting the same layside as used for printing to get proper register. Signatures should be perforated to allow the air to escape to prevent wrinkles. Perforating the bolts enable removal of trapped air and prevent wrinkles and crow legs. Not perforating the spine may result in wrinkling at the head side. Again, swell on the head side produces wrinkles after trimming.
Gathering
Nair says mechanical gathering leads to less wastage. This is because signatures are not soiled by handling and error detection prevents the wrong sequence of gathering.
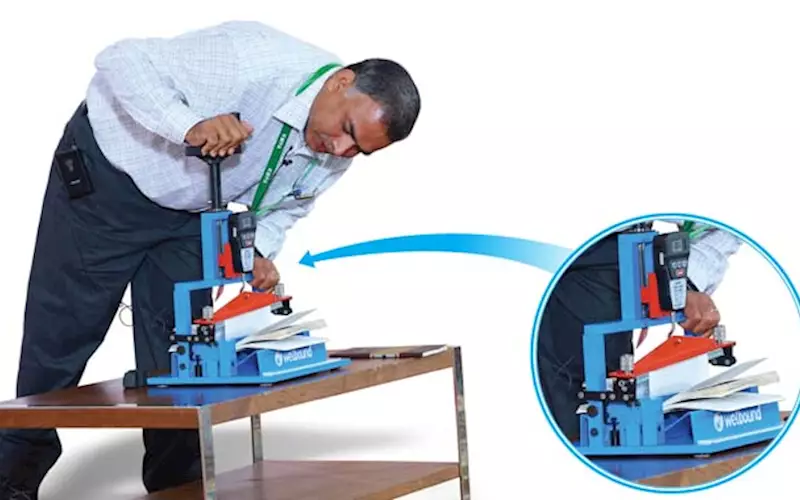
Perfect binding
The stages of perfect binding include clamping and book block feeding; spine preparation (milling/ notching/ brushing); adhesive application (spine and side); cover feeding, creasing nipping; delivery / stacking.
Wastage in workflow

Material handling is the biggest culprit which causes wastage in workflow. Good printed stock is damaged due to bad handling. This further creates more wastage in automated machines and processes.





 See All
See All