

Some excerpts from Dawn Hohl-Nowlin's article published in the February 2014 issue of Grafica News India.
Dawn is a Technical Screen Printing Consultant at Uncommon Enterprises LLC, USA and Member of the Academy of Screen and Digital Printing Technologies.
Squeegee pressure ranks with offcontact as the variables most often changed on press and is in fact inter-related to screen tension and off contact distance. While a change in squeegee pressure will not affect off-contact distance, a change in off-contact is likely to require a change in squeegee pressure. These two variables are so linked that there exists an optimum setting for each of them, in relation to the other, where the quality of the printed product is at its maximum.
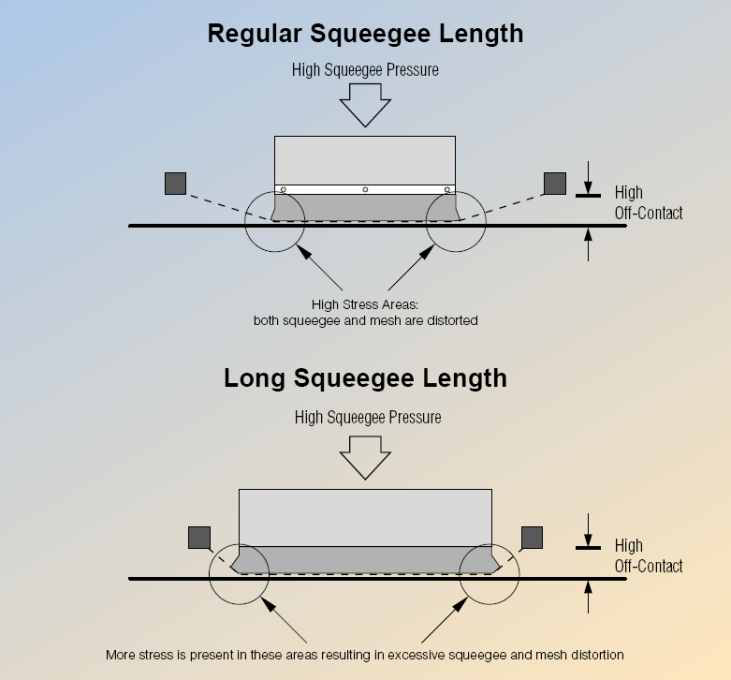
Increased off-contact distances require the squeegee pressure to be progressively increased to transfer the ink. The extra force exerted on the screen is magnified at the edges of the squeegee blade. Longer squeegees, relative to the frame size will make this effect even worse (Figure 1). The result is not only increased image distortion at the edges but poor print quality as well.
Ink tack can vary between inks, and is a characteristic resulting from ink rheology, chemistry, pigment size and load, and printing temperature. Lower ink tack will reduce the needed offcontact distance on a well tensioned screen. Modifying or switching the ink is option for reducing ink tack.
The substrate also has a lot of influence on ink transfer and peel. Absorbent substrates will release much easier than non-porous substrates. Substrate surface tensions, as it relates to the ink surface energy, also will have varying effects on peel. Off-contact is also influenced by image area in relation to frame size, and image type. Large spot color areas and reverse images may require more off-contact/peel due to increase surface area in contact with substrate.
While some of these variables are possible to change, others are not. It is important to realize offcontact may have to be adjusted somewhat for each individual job to compensate for different variables.
Measurement
Most automatic and some manual screen printing presses have adjustments available to vary offcontact distance. Some presses have a readout gauge, while others do not. Should you be fortunate enough to have a press with readout to track off-contact distance, this is the obvious method of measurement.
Those presses without a specific feature to set or read off-contact distance require the operator to shim the screen frame to vary snap-off. There are a number of methods and tricks to gauge and control actual off-contact distance. One of the simplest methods relies on set up spacers like washers or coins of known thickness. These spacers are placed on the four corners of the substrate and the screen moved to just touch each one. Different spacers are used to create various off-contact distances. Calibrated wedges or a simple straight ruler can also be used.
![]()
Best Practices
Here are some practices and procedures can you implement to increase your control of off-contact distances in production.
1. Ensure all parts of the press are leveled. It will be difficult if not impossible to achieve good offcontact parallelism if the press itself is not level.
2. Set up tension level standards by standardizing tensioning procedures, using a tensionmeter and tracking screens.
3. Make sure the screens used for any job all have the same tension.
4. Write an easy and effective procedure for setting up offcontact on each press (it may vary with press type). Ensure off-contact distance is set equally in all four corners of the screen. Remember that the gap you need to measure is between the mesh and the top of the substrate. Change substrates and this distance will change.
5. Make it a policy that during a multi-color job, the off-contact distance is the last thing that is changed in order to minimize registration problems.
6. Do some simple testing to determine the lower limits of off-contact you can achieve with your printing conditions. Keep a record of the off-contact distances used on each job on a chart by each press. Review the data to learn about your process.
Ink tack can vary between inks, and is a characteristic resulting from ink rheology, chemistry, pigment size and load, and printing temperature. Lower ink tack will reduce the needed offcontact distance on a well tensioned screen. Modifying or switching the ink is option for reducing ink tack.
The substrate also has a lot of influence on ink transfer and peel. Absorbent substrates will release much easier than non-porous substrates. Substrate surface tensions, as it relates to the ink surface energy, also will have varying effects on peel. Off-contact is also influenced by image area in relation to frame size, and image type. Large spot color areas and reverse images may require more off-contact/peel due to increase surface area in contact with substrate.
While some of these variables are possible to change, others are not. It is important to realize offcontact may have to be adjusted somewhat for each individual job to compensate for different variables.
Measurement
Most automatic and some manual screen printing presses have adjustments available to vary offcontact distance. Some presses have a readout gauge, while others do not. Should you be fortunate enough to have a press with readout to track off-contact distance, this is the obvious method of measurement.
Those presses without a specific feature to set or read off-contact distance require the operator to shim the screen frame to vary snap-off. There are a number of methods and tricks to gauge and control actual off-contact distance. One of the simplest methods relies on set up spacers like washers or coins of known thickness. These spacers are placed on the four corners of the substrate and the screen moved to just touch each one. Different spacers are used to create various off-contact distances. Calibrated wedges or a simple straight ruler can also be used.
Best Practices
Here are some practices and procedures can you implement to increase your control of off-contact distances in production.
1. Ensure all parts of the press are leveled. It will be difficult if not impossible to achieve good offcontact parallelism if the press itself is not level.
2. Set up tension level standards by standardizing tensioning procedures, using a tensionmeter and tracking screens.
3. Make sure the screens used for any job all have the same tension.
4. Write an easy and effective procedure for setting up offcontact on each press (it may vary with press type). Ensure off-contact distance is set equally in all four corners of the screen. Remember that the gap you need to measure is between the mesh and the top of the substrate. Change substrates and this distance will change.
5. Make it a policy that during a multi-color job, the off-contact distance is the last thing that is changed in order to minimize registration problems.
6. Do some simple testing to determine the lower limits of off-contact you can achieve with your printing conditions. Keep a record of the off-contact distances used on each job on a chart by each press. Review the data to learn about your process.