

Science of printing: Exact or approximate?
Tarun Chopra, the Ugra ISO colour consultant demystifies the science that governs colour reproduction.
18 Sep 2014 | By Tarun Chopra

Science of printing: Exact or approximate?
An exacting science, in all probability would be the one, which is capable of producing an exact replica of the original; personally I cannot recall any process where the production practice can guarantee a 100% match to the original. Usually all manufacturing processes have a tolerance depending on the process accuracy taking into account human controllable factors and print is no exception.
It is usually assumed that once the process of standardisation is done, there is an exact match of image on monitor, proof and final print (taken on offset press or a digital device). Well, they do match but within accepted tolerances mutually agreed by print gurus based on the scientific understanding of process limitations.
Like all manufacturing processes printing too has its production limitations; tolerances defined by ISO are based on realistically achieved reproduction capabilities of printing process. The tolerances are process and equipment independent, which literally means that the limitations are not usually dependent on the age of production kit but are due to the processes involved. Most of the press owners get carried away. When they buy new presses, they feel that the new presses are free from the process limitations that are common with older presses.
This is not a fact in most process related limitations, for instance printing jobs with very low coverage area, there is no substantial difference, press operators face similar variation related issues while printing on new or old presses. Modern printing presses have a huge speed advantage but there is a cost to pay in terms of wastages if proper processes are not followed to use these speed horses optimally with proper understanding of processes, standardisation and tolerances.


Let’s try and understand it better by looking at things more practically and realistically.
Let’s try and understand it better by looking at things more practically and realistically.
Fundamentally there are two aspects in controlling any process: parameters directly in our control namely speed of press, amount of ink release and amount of water release among others and things or aspects outside our direct control namely ink and water interaction, output results influenced by temperature fluctuation on proofing and printing equipment. Usually things directly in our control have little or no effect on things we cannot directly control such as variations in jobs with very low coverage area, jobs with very low area coverage are a challenge for any print operator.
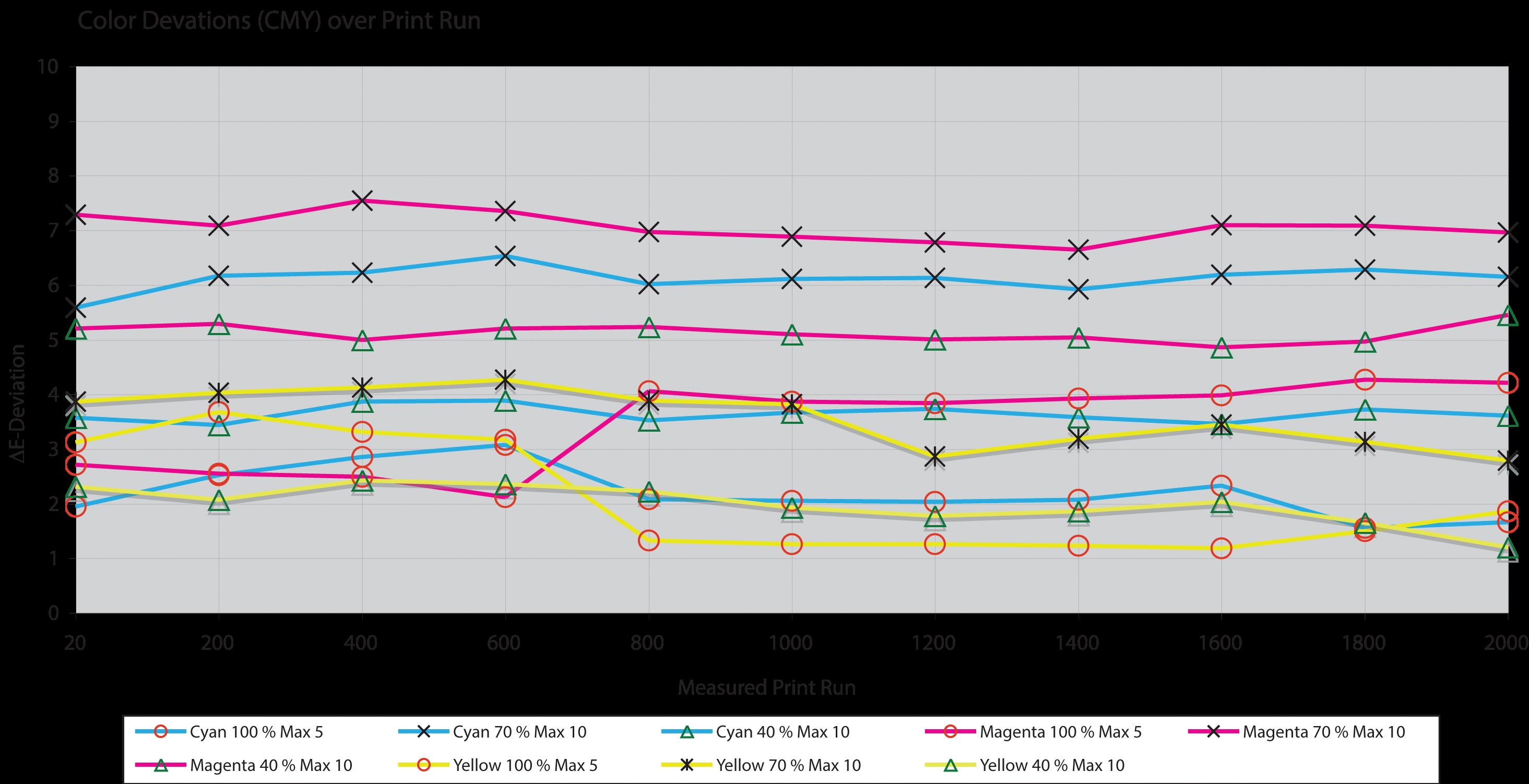
Under normal print conditions when we start measuring, a science which most of the print companies are yet to consider as regular requirement for print production, we realised that though sheets are printed similar they are not exactly the same.
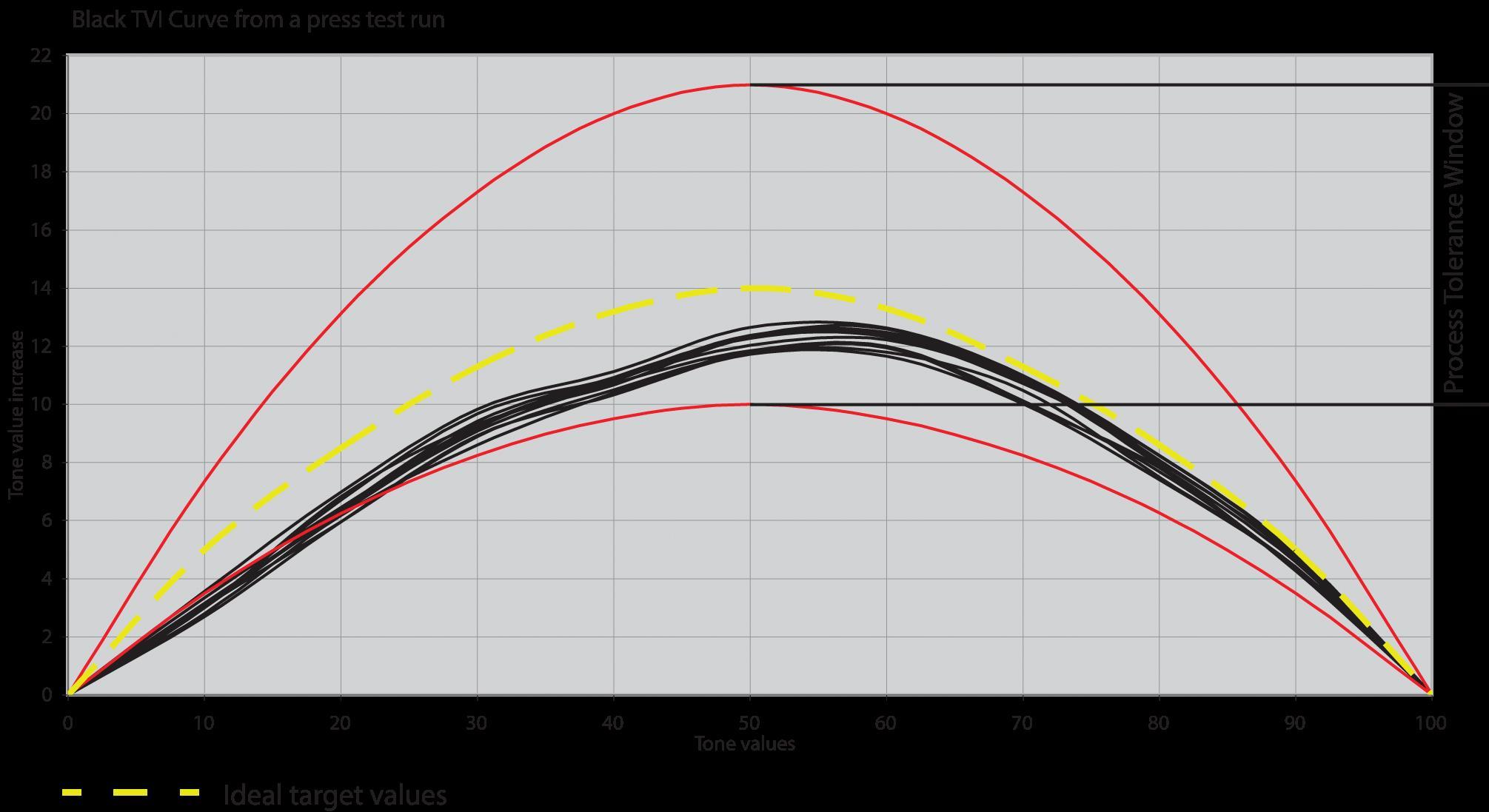
In our quest to print exact sheets, we once stabilised a press and printed close to 10,000 sheets nonstop and measured close to 1,000 sheets and surprisingly were not able to find two exactly same sheets in our measurements, though most of the press sheets were very similar but were far from being exactly same as the measurements indicated. It was then that we realised that the tolerances defined in standards though look very liberal are not as easy to adhere to in actual production scenarios.
Similarly when monitor and inkjet proofing systems are setup they too have tolerances which are very tough to adhere too, we only begin to realise this fact when we start measuring frequently to understand what’s happening under the hood of a press on a daily basis. Modern day technology helps us get predictability which is more explainable provided we implement the technology correctly and understand process limitations.
It is a known fact that getting a deltaE equal to zero is no more than a dream for any colour reproduction process, considering the fact that no device while calibration gets a delta error of zero, it is reasonable to expect them to look similar and not exact, which means that monitor, inkjet proofing and press results will look similar as the colours will have some amount of delta error between them and in most cases pushing the envelope to get lower deviations or targeting to get lower delta error we sometimes see printers go overboard by overestimating the capabilities of the equipment and not understanding tolerances as part of normal production practices.
We have seen huge wastages happening because process limitations are not understood by the management or the workforce. For the sake of quality or to deliver value to the customer man hours wasted sometimes does not make economic sense to undertake the project.
I would like to share an experience we had at a facility where the management felt that they have done all necessary investments and training and the team understands tolerances and how to connect the dots from digital to physical production on a offset press. The press had a hardware controlled monitor, an inkjet proofing system with a good RIP, CTP and a relatively new printing press, there were flaws but more or less things were in place according to standards. While printing a job where the customer was standing on the press to give colour approval - they actually wasted more than 17,000 sheets of paper, three sets of plates and 18 productive hours and were not able to deliver to customers expectations, for a job which had a scheduled press run of 2,000 sheets.
Had the team understood the concept of tolerances they would have taken smarter decisions and would surely have saved a lot of time and money. Considering this not be an isolated incident just imagine the kind of time and money is going down the drain just to prove the superiority of the infrastructure without the complete understanding of process tolerances.
All technologies have benefits that outweigh the limitations, presuming that technologies exist without limitations is fundamentally a flawed thinking.
In this article we have tried to explain tolerances from production point of view. In the future article, we will share interesting facts on data handling.











 See All
See All