

Cito's die-cutting and creasing lesson IV: Tips for corrugated board
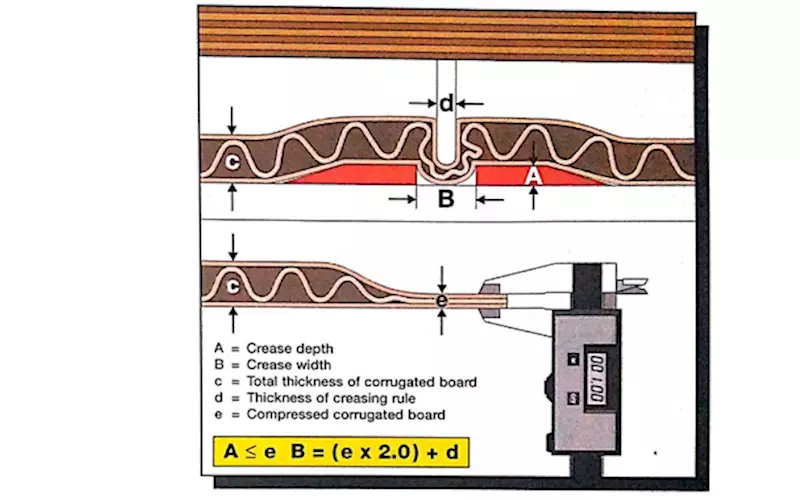
When Converting corrugated board, the calculation of the creasing channel depths and widths results from the formula indicated in the illustration. The depth of the creasing channel should correspond with the compressed material thickness of the corrugated board. Also in this connection we like to point out that minor deviations in the creasing rule heights can be compensated with the creasing matrix, i.e. if a creasing rule with a length of 22.8 mm is used instead of 23.0 mm, the creasing syste
13 Jan 2017 | By Priya Raju
Cito's die-cutting and creasing lesson IV: Tips for corrugated board
In the example given in our illustration the cormpressed thickness of the material is one mm and the creasing rule to be used is a 3-point-steel rule; this creasing rule is supposed to have a thickness of one mm (brought to a round figure). In line with the formula we calculate as follows: 1.0 mm (compressed material thickness) x 2 mm + 1 mm (creasing rule width) = 3mm. Consequently, there results a creasing matrix of1.0 x 3.0 mm.
In the processing of corrugated board, so-called creasing strips turned out to be the most economical creasing system; it has to be pointed out, however, that creasing strips, too, are available in various designs that differ in terms of quality. Basically, one has to differentiate between so-called metal base systems and the Cito-System is provided with a foil base.
When comparing the technical data of these two products, one will notice that the total height of the metal base system is approximately 2/10 higher than the height of the Cito system. In addition, almost all metal base strips are considerably smaller than Cito. From this it follows that, as compared with the Cito, the angle of the bevelled outer edges of metal base strips is considerably steeper. This involves the danger of undesirable stampings in the corrugated board, which not only cause optical defects but which are also often the reason for disruptions on folder-gluers, since, if the stamping effect is too large, so called “wild creases” can form in places where in extreme cases the carton can get folded. Of course, these undesired and incorrectly positioned creases cause disruptions in the further processing and normally machine stops as well.
Basically, the larger height of the metal base system results in the following problem: During the die-cutting process the material is de facto fixed on the cutting plate by the ejection rubbers and the cutting rules. The creasing rules, however, pull material from the outer areas into the creasing channel, which, at any rate, results in a so-called tractive tension. The higher the creasing system, the larger the tractive tension. The tractive tension means that the cut edges are not cleanly cut through but that they tear off before. This results in an increased formation of Cutting dust and, especially when converting corrugated board, in a fraying of the liner materials, the so-called ‘witch hair effect”.
Most metal base systems have inadequate locating profiles. Apart from that they are often equipped with poor-quality adhesive systems that do not guarantee a accurate position for adhesion of the strips on the cutting plate. From this it follows that the strips are often not centrically aligned to the creasing rule. This again frequently leads to a so-called “crease-cracking’, since in the case of the metal base system the distance between the left creasing edge and the creasing rule is too small, as is clearly visible on the above illustration. Here the material is over- stressed and the creasing cracks.
A problem often noticeable when using metal base strips, is that the heights of the creasing rule do not correspond with the applied system, for in contrast to the Cito-system, in this case the thickness of the metal base has to be taken into account in the calculation. That is to say, that whenever metal base strips are used, the creasing rule heights have to be reduced by another 0.2 mm. If this is not taken into account, quality problems in the creasing are bound to happen, i.e., the material is pressed too far into the creasing channel, which causes both tearing of the surface sheets and stoppages in the die-cutting process: the cutting rules cannot clearly cut the material and as a result the cutting edges will fray. When calculating the creasing rule height this amount can de facto be ignored.
This technical article is courtesy Cito-System. The Germany-based firm is represented by Capital Graphic Supplies / A S Print Aids in India. For additional information contact Arun Gandhi.










 See All
See All